當今汽車消費市場競爭日漸激烈,基于消費群體更加多元化以及審美更加開放的特點,汽車造型越來越復雜多變。而汽車的外造型需要依靠沖壓覆蓋件展現出來,因此,沖壓面臨更加嚴峻的挑戰。為了實現更復雜多變的造型和更高的顏值,沖壓模具結構越來越復雜,需要設計更多的機構。然而大部分汽車沖壓行業的人員,在模具結構設計或評審過程中,主要考慮模具的功能性和結構強度的問題,從而忽略了沖壓模具在生產過程中各機構與自動化設備之間的運動時序。正確的時序設計一方面能夠保證穩定的品質質量,另一方面還能夠提升生產效率;錯誤的時序設計不僅會降低生產效率而且會危害模具安全,造成模具損壞。
模具斜楔機構形式及設計要點
上下模的運動與滑塊運動方向一致,因此上下模和自動化的干涉曲線時序確認比較簡單,不容易忽略也不容易出現問題點。滑塊單一的運動方向顯然不能滿足實現比較復雜的沖壓零件造型,因此,在沖壓模具設計中為了獲得各種不同的沖壓方向通常需要用到斜楔機構。然而,斜楔機構和自動化的時序問題容易被我們忽視,這就是本文需要探討的問題。從驅動形式上分類,常用的斜楔結構可以分為:插刀驅動型、氣缸驅動型和氣缸插刀雙驅動型。
插刀驅動型斜楔的結構形式和設計要點
插刀驅動型斜楔的結構形式(圖1)最早應用在沖壓模具上,結構比較笨重,但是可靠性較高,直到現在仍然廣泛在使用。此斜楔機構靠插刀推到位,插刀退出過程靠氮氣彈簧復位。斜楔運動時序是完全按照上滑塊的運動軌跡固定的,不需要考慮自動化氣源的通氣時機,對自動化的影響很小,參考滑塊的運動確定即可。
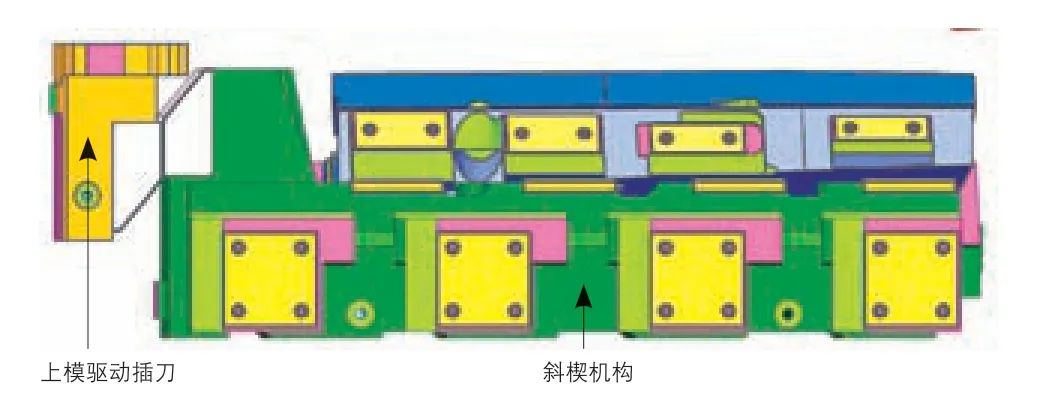
圖1 插刀驅動型斜楔結構形式
此結構靠上模插刀把垂直方向的運動轉化為水平方向的運動,上下插刀屬于剛性接觸。隨著生產速度加快,插刀受到的瞬時沖擊力也增大,在批量生產過程中疲勞斷裂失效風險也更高,因此插刀在設計階段需要重點進行強度校核。通過強度分析對比可以知道,楔形導板安裝根部R 角越小應力值越大,如圖2 所示。結構設計上可實施的對策:①對根部導圓角處理,避免加工成尖角造成的應力集中,緩解疲勞失效風險;②導板背部結構加強,增加斜筋支撐,保證鑄件本身有足夠的結構強度;③如果結構受限強度較弱,在已經做強的基礎上可以考慮將驅動座材質提高一個等級,比如由HT300 提升至QT600;④優化生產模式,降低沖壓速度。

圖2 驅動插刀強度分析
氣缸驅動型斜楔的結構形式和設計要點
插刀型斜楔占用空間大,不能有效滿足極端工藝條件下的正常使用,因此,占用空間更小的氣缸型驅動斜楔(圖3)應運而生。這種斜楔結構采用氣缸驅動斜楔,布置空間更加小巧靈活,在舍棄插刀結構的同時避免了插刀帶來的強度風險。由于這種斜楔不能靠滑塊的運動來驅動,只能通過氣缸控制斜楔機構的到位和復位。因此在設計和主線自動化調試時,需要考慮斜楔的正確運動時序,從而設定合理的通氣和斷氣時機。否則,時序設置錯誤可能會導致模具壓壞以及零件品質不良的風險。另外,氣路的連通和提供氣壓的大小及穩定性會影響斜楔機構的正常運轉。

圖3 氣缸驅動型斜楔
在自動化調試時,氣缸通氣和斷氣時機通常由壓力機角度控制。在壓力機滑塊由上死點往下運動到壓料板接觸零件前這個區間內,氣缸需要把斜楔機構推到工作位置;沖壓完成后滑塊向上運動,在壓料板與零件脫離到下料手取件這個區間,氣缸需要把斜楔機構復位完成。這樣設計既能保證成形過程中工具體的合理性,又能避免沖壓方向負角對投料和取料的影響。模具與壓力機時序設計如圖4 所示。
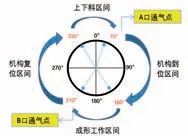
圖4 模具與壓力機時序圖
氣缸和插刀雙驅動型斜楔結構形式和設計要點
以上兩種斜楔結構形式都有各自的特點和不足,隨著對沖壓生產可靠性和穩定性要求越來越高,氣缸和插刀雙驅動型斜楔作為以上兩種形式的合體增強版出現了。正常工作時由氣缸驅動斜楔,插刀全程不參與工作;只有當氣缸失效時,插刀作為備用的保護措施才發揮作用。所以本質上來說這是一種氣缸型斜楔結構,插刀僅作為保護預留措施,保證模具始終處于正常工作模式下,免遭損壞。

圖5 氣缸和插刀雙驅動型斜楔
雙驅動斜楔機構時序調試要點
在自動化調試時,此斜楔與氣缸型斜楔設置基本相同,但時序區間的設置要求更加嚴苛。在壓力機滑塊由上死點往下運動過程中,插刀接觸前就要求氣缸把斜楔機構推到工作位置。否則,每次沖壓時上下插刀都會發生碰撞。因此,氣缸設計選型時需要校核氣缸有效推力F,保持大于機構所需的推力F1,并且保證氣缸能在規定時間內把斜楔機構推到位。
動作確認
以普通機器人自動搬運沖壓生產線生產側圍零件為例進行說明,假設單機速度為18SPM,整線速度為10SPM。氣源采用壓力機角度控制方式,壓力機滑塊經過10°氣缸正向通氣,機構開始運動;到160°插刀開始接觸,斜楔需要到位時間為1.37s,才能保證上下插刀不碰撞。通過生產線0.6MPa 的氣源測試,氣缸通氣后實際到位時間需要1.8s 左右,在滑塊帶動上模往下運動過程中,能給斜楔到位的時間比氣缸運動實際到位需要時間少。因此,上下插刀必然每次都會產生撞擊,這從導板根部上撞擊的痕跡能得到充分的證明,如圖6 所示。

圖6 插刀導板撞擊的痕跡
這種情況說明機構時序設置是有問題的,每次都撞擊在導板的根部,受力面積越小,單位面積的應力越大。如果不及時改善,鑄件薄弱處將存在疲勞斷裂的風險,過往某車型模具導板安裝座根部發生斷裂的情況如圖7 所示。

圖7 下插刀導板安裝面根部斷裂
自動化調試
為了避免插刀撞擊,考慮把氣缸通氣時機提前到下料手AP(After
Pick)點,這樣給氣缸運動到位的時間就能滿足氣缸實際運動到位的時間。兩種控制方式對比如表1 所示:第一種情況就是上面提到的時序不滿足要求的情形,第二種情況是改變氣源的控制方式后,時序滿足要求。
表1 自動化控制方式對比

斜楔到位檢測
在全自動化生產線普及的今天,為了保證生產過程中機構時序的準確,通常會設計斜楔機構到位檢測,在插刀接觸前,機構到位了,在設定的某個點接收到檢測器的信號,壓力機才能正常工作,否則壓力機緊急停止,起到保護模具安全的作用。
結束語
本文探討了沖壓模具時序設計的重要性以及在結構設計和調試生產過程中如何滿足自動化生產線的需求,以沖壓模具為載體,充分發揮自動沖壓生產線能力,使模具和設備能無縫銜接,實現高效地生產,給后續新車型和模具調試提供了參考。